
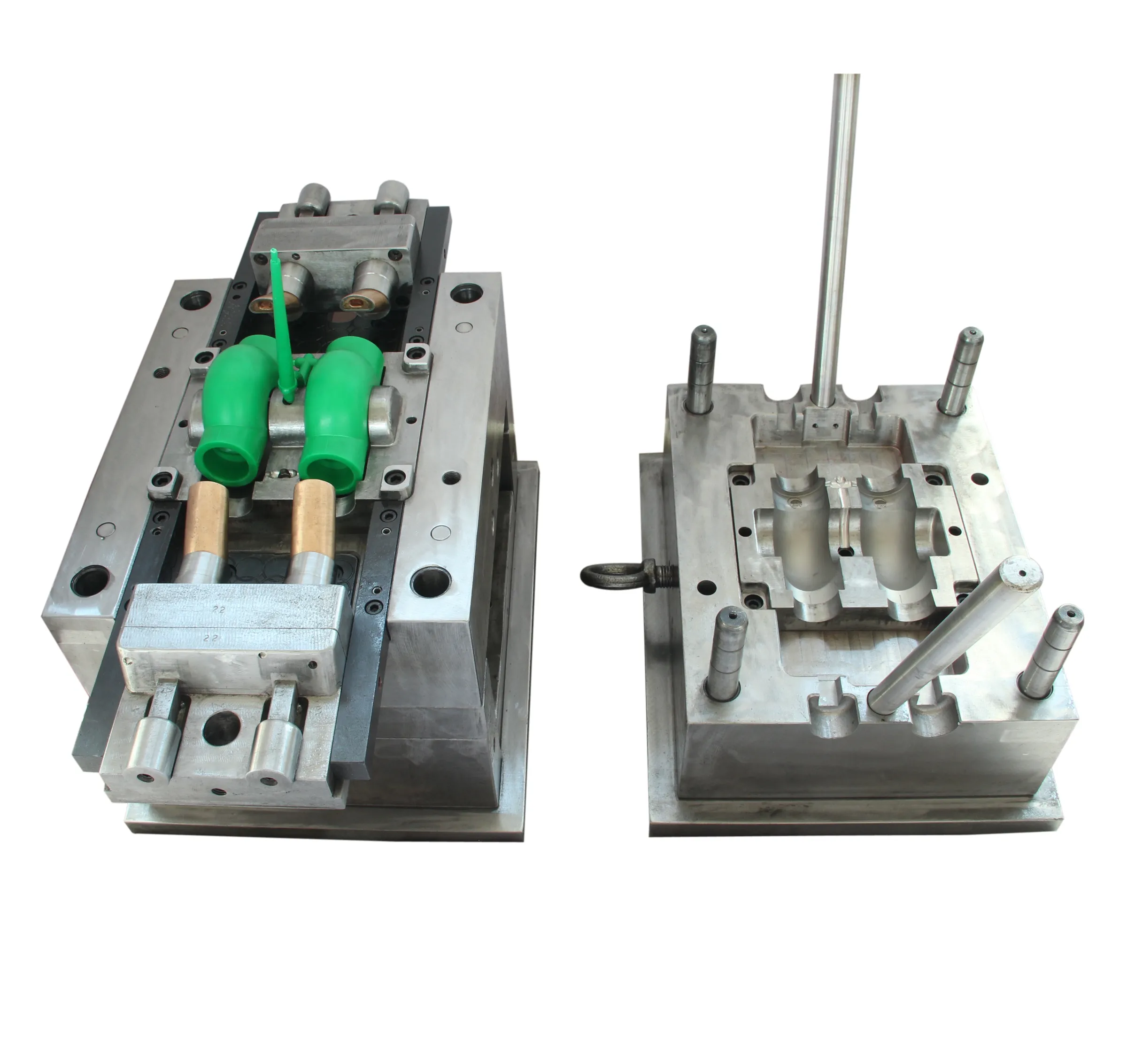
UPVC 50mm Dirsek 90° Boru Bağlantı Kalıbı
Kalıp adı:UPVC 50mm Dirsek 90° Boru Bağlantı Kalıbı
Boşluk: 4 boşluk
Kalıp boyutu: 50mm
Kalıp çeliği: Boşluk ve çekirdek için Almanya2316 çin2316 veya4cr13
Kapı: doğrudan kapı
kalıp yapısı: Açı pimi ve Yağ silindiri
Çekirdek/boşluk sertliği: Vakumlu ısıl işlemden sonra HRC 40-45°derece
Enjeksiyon kalıplama makinesi: 300 Ton
Taizhou Huangyan Hong Jin kalıp Co., Ltd 2002 yılında kuruldu. 23 yılı aşkın bir süredir boru bağlantı kalıbı tasarımı ve üretimi konusunda profesyoneliz.
Sizinle uzun işbirliğini sabırsızlıkla bekliyoruz.
Referansınız için ana bilgiler aşağıdadır.
PVC kalıp tasarım aşamasındaki zorluklar
Karmaşık yolluk ve kapı tasarımı
Zorluk: PVC eriyiği yüksek viskoziteye ve zayıf akışkanlığa sahiptir. Kalıp boşluğunun tüm kısımlarını (özellikle ince duvarlı ve distal kısımları) aynı anda ve eşit şekilde doldurmak için akış kanalının (ana ve yan kanallar) ve geçidin tasarımı çok önemlidir.
Özel zorluklar:
Dengeli akış kanalı: Kısa enjeksiyon (yetersiz dolum) veya aşırı basınç tutma (taşma, yüksek iç gerilim) olaylarını önlemek için enjeksiyon kalıplama makinesi nozulundan her boşluğun sonuna kadar olan basınç düşüşü ve akış süresinin tutarlı olduğundan emin olun.
Kapı konumu ve şekli: Kapı konumunun yanlış seçilmesi, zayıf basınç taşıyan alanda kaynak izlerinin görünmesine neden olarak boru bağlantı parçalarının patlama basıncını ciddi şekilde etkileyebilir. Kapının boyutunun da doğru bir şekilde hesaplanması gerekir. Çok küçükse, kesme sırasında büyük miktarda ısı üretecek ve ayrışmaya yatkın olacaktır; Çok büyükse soğutma yavaşlayacak, döngü uzun olacak ve kapağın çıkarılması zorlaşacaktır.
Soğuk malzeme kuyusu ve egzoz: PVC'nin soğutulması kolaydır ve öndeki soğuk malzemeyi yakalayacak etkili bir soğuk malzeme kuyusu tasarlanmalıdır. Aynı zamanda karmaşık boşluklar gaz sıkışmasına yatkındır ve makul ve yeterli egzoz yuvalarının kurulması gerekir, aksi takdirde yanma (ayrışma) ve malzeme sıkıntısı gibi sorunlara neden olabilir.
Kavite tasarımı ve büzülme oranının tahmini
Zorluk: PVC'nin kalıplama büzülme oranı sabit bir değer değildir ve reçine kalitesi, formül (dolgu içeriği gibi), proses parametreleri (sıcaklık, basınç) vb. gibi çeşitli faktörlerden etkilenir.
Özel zorluk: Tasarımcılar, deneyime ve malzeme konusundaki derin anlayışa dayanarak kalıbın farklı parçalarına farklı büzülme oranları atamalıdır. Örneğin kalın ve ince etin büzülme oranı farklı olduğu gibi akış yönü ve dikey yöndeki büzülme oranı da farklıdır. Yanlış tahmin, nihai üründe boyutsal sapmalara yol açabilir, özellikle boru bağlantı parçalarının diş bağlantı boyutunu ve soket bağlantı boyutunu etkileyebilir.
Soğutma sistemi tasarımı
Zorluk: PVC, kalıp içinde verimli ve eşit şekilde soğutulması gereken, ısıya duyarlı bir malzemedir.
Özel zorluklar:
Düzgün soğutma: Düzensiz boru yapısı ve eşit olmayan duvar kalınlığı, tutarsız soğutma oranlarına neden olur. Yavaş soğuyan parçalar daha fazla büzülecek ve bu da büzülme izlerine, eğrilme deformasyonuna ve iç gerilime neden olacaktır.
Su yolu düzeni: Karmaşık kalıp çerçeveleri ve maçalarda soğutma su yollarının kalıp boşluğunun yüzeyine mümkün olduğunca yakın ve dengeli olarak düzenlenmesi gereklidir; bu, işleme kapasitesinin büyük bir testidir. Düzensiz soğutma doğrudan üretim döngülerinin uzamasına ve ürün veriminin azalmasına neden olur.
Kalıptan çıkarma sistemi tasarımı
Zorluk: PVC bağlantı parçaları genellikle iç dişlilere, ters tokalara veya karmaşık kaburga yapılarına sahiptir.
Özel zorluklar:
Çekirdek çekme mekanizması: Kalıptan çıkarma işlemini gerçekleştirmek için karmaşık kayan bloklar, eğimli üst kısımlar ve diğer çekirdek çekme mekanizmalarının tasarlanması gerekir. Bu kurumların tasarımı hassas, güvenilir, düzgün hareket etmeli, parazit içermemeli ve yeterli dayanıma ve aşınma direncine sahip olmalıdır.
Üstten çıkış dengesi: Üst pimin düzeni, boru bağlantı parçalarının düzgün ve eşzamanlı olarak dışarı itilmesini sağlamalıdır. Herhangi bir dengesizlik ürünün beyazlaşmasına, deforme olmasına, hatta kırılmasına neden olabilir.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
E-posta







 Whatsapp
Whatsapp Telefon
Telefon