
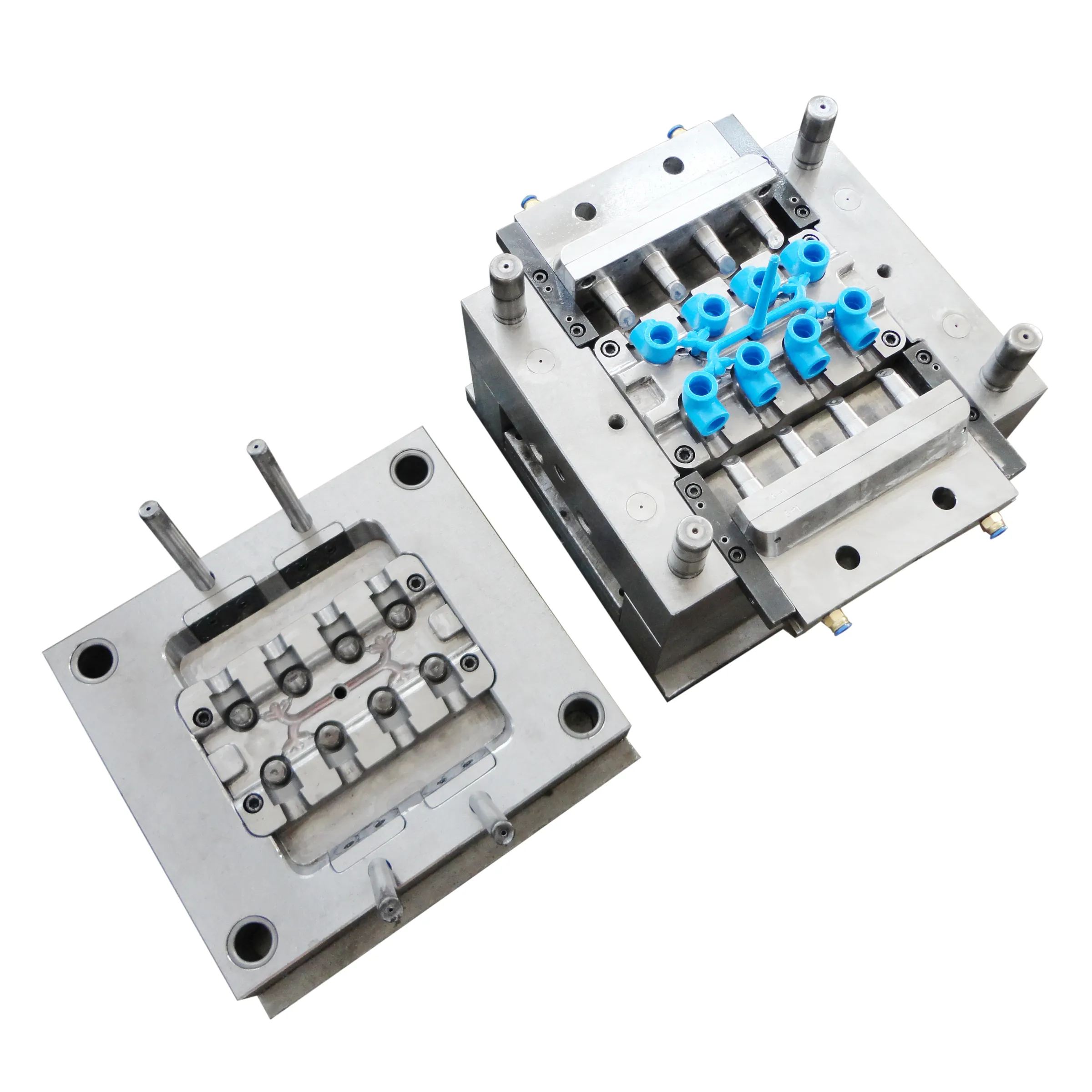
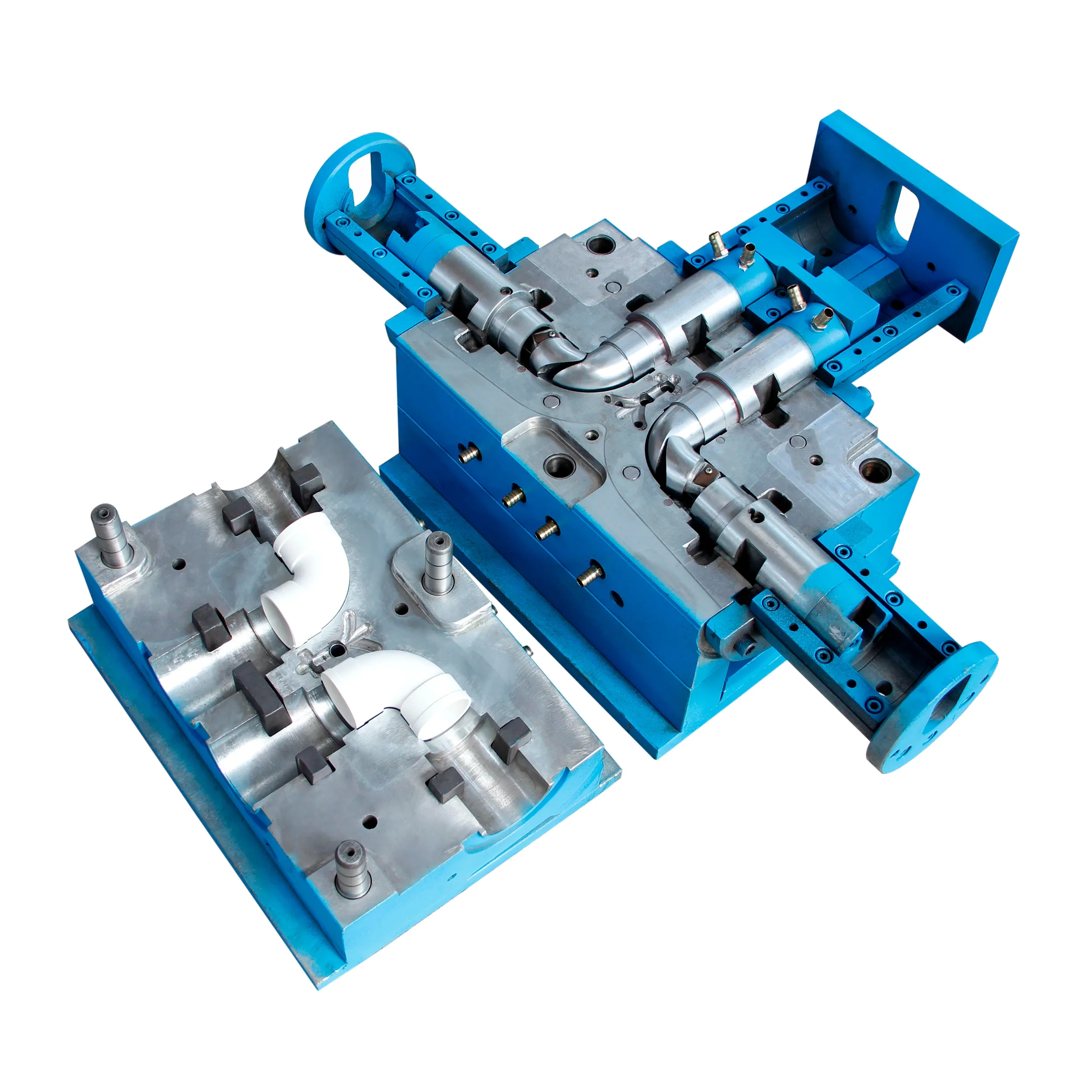
Katlanabilir Tee Boru Montaj Kalıbı
Kalıp adı:Katlanabilir Tee Boru Montaj Kalıbı
Boşluk: 1 boşluk
Kalıp boyutu: 160mm
Kalıp çeliği: Boşluk ve çekirdek için Almanya2316 Çin2316 veya4cr13
Kapı: doğrudan kapı
kalıp yapısı: Yağ silindiri
Çekirdek/boşluk sertliği: Vakumlu ısıl işlemden sonra HRC 40-45°derece
Enjeksiyon kalıplama makinesi: 650T
Taizhou Huangyan Hong Jin kalıp Co., Ltd 2002 yılında kuruldu. 23 yılı aşkın bir süredir boru bağlantı kalıbı tasarımı ve üretimi konusunda profesyoneliz.
Sizinle uzun işbirliğini sabırsızlıkla bekliyoruz.
Referansınız için ana bilgiler aşağıdadır.
Pvc enjeksiyon problemi ve çözümü
1. Malzeme eksikliği: Kalıbın doldurulamaması olgusu sıklıkla enjeksiyon borusu bağlantı parçaları sürecinde ortaya çıkar. Enjeksiyon kalıplama makinesi yeni çalışmaya başladığında, kalıp sıcaklığı çok düşük olduğundan, PVC erimiş malzemenin ısı kaybı büyüktür, erken katılaşmanın sağlanması kolaydır, kalıp boşluğunun direnci büyüktür ve malzeme kalıp boşluğu ile doldurulamaz. Bu durum çok normaldir ancak aynı zamanda geçicidir; dijital modelin sürekli enjeksiyonundan sonra otomatik olarak kaybolacaktır. Kalıp her zaman doldurulamıyorsa aşağıdaki durumları göz önünde bulundurun ve uygun ayarlamaları yapın:
1: Enjeksiyon malzemesinin sıcaklığı düşük ve akışkanlığı zayıf, bu nedenle malzemenin plastikleşmesini ve akışkanlığını iyileştirmek için ısıtma sıcaklığı uygun şekilde yükseltilebilir.
2: Enjeksiyon kalıplama döngüsünün kısa veya yetersiz malzemenin ayarlanması, enjeksiyon süresini arttırmak ve sol miktarını arttırmak için uygun olabilir.
3: Ayarlanan basınç çok düşükse veya enjeksiyon basıncından tutma basıncına geçiş süresi çok erkense, enjeksiyon basıncı uygun şekilde artırılabilir veya tutma basıncından dönüşüm süresi ayarlanabilir.
4: Enjeksiyon hızı düşük, enjeksiyon hızı uygun şekilde artırılabilir.
5: akış kanalı sistemi yapısının boyutu küçüktür, ana, şönt kanalın veya kapının hacmini artırmak için daha büyük olması uygun olabilir
6: kalıp egzozu iyi değil, kapı konumunu değiştirmek veya bir egzoz oluğunu açmak uygun olabilir.
7: ince duvarlı kalıbın doldurulması zordur, ürünün yapısını ayarlayabilir veya yolluk sistemini değiştirebilir.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
E-posta








 Whatsapp
Whatsapp Telefon
Telefon